東營鍋爐廠家SZL35-2.45-AⅡ生物質(zhì)蒸汽鍋爐型號
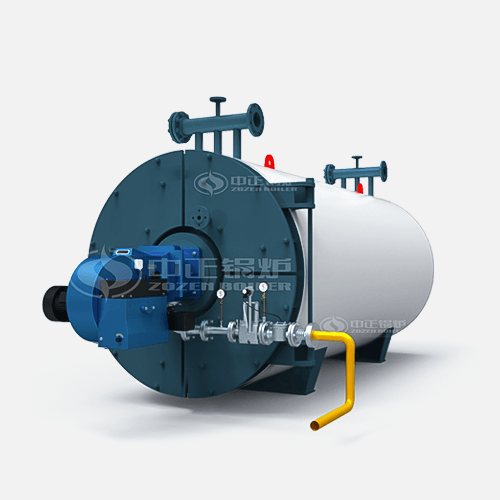
中正鍋爐研發(fā)的YQW系列導(dǎo)熱油鍋爐不僅采用注入式強制循環(huán)系統(tǒng)。可實現(xiàn)低壓高溫供熱,還配有余熱回收裝置,通過高溫煙氣的余熱回收利用,提高了鍋爐的綜合熱效率。經(jīng)過一段時間的使用,中正導(dǎo)熱油鍋爐不僅運行穩(wěn)定,安全裝置完善,而且高效節(jié)能的優(yōu)勢顯著。

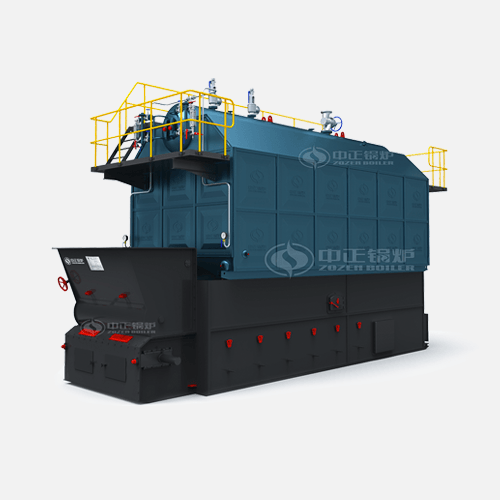
杭州云森紡織染整有限公司推薦了一臺DZL8-1.25-M生物質(zhì)蒸汽鍋爐。DZL8-1.25-M生物質(zhì)蒸汽鍋爐所排出的灰渣可直接做為農(nóng)家肥使用,是一種高效、節(jié)能、環(huán)保的鍋爐產(chǎn)品。DZL8-1.25-M生物質(zhì)蒸汽鍋爐具有熱值高,成本低的特點,其運行成本僅是電鍋爐的四分之一,燃油(氣)鍋爐的二分之一以下,鍋爐廠家SZL35-2.45-AⅡ生物質(zhì)蒸汽鍋爐。
燃燒機的調(diào)試1.檢查外部的燃氣是否到位,管路是否通暢,外部電源控制到位。2.把燃燒機的負荷調(diào)至小負荷,點火位置相應(yīng)調(diào)至小負荷,關(guān)閉大負荷進行點火并觀察火焰情況,根據(jù)火焰情況對伺服馬達或者風門及燃氣閥組進行相應(yīng)調(diào)整。3.調(diào)燃燒機的大火出力時,要根據(jù)用熱設(shè)備的負荷情況,從比較小的負荷逐漸向大的負荷調(diào)整,并根據(jù)情況對伺服馬達或者風門進行相應(yīng)調(diào)整。4.觀察火焰有無偏火,火焰燃燒不充分,震動等現(xiàn)象。5.調(diào)整以后要進行多次點火,觀察點火是否良好。
當負荷發(fā)生變化時,主汽壓力隨之發(fā)生波動,主汽壓力調(diào)節(jié)器的輸出分兩路:一路作為鍋爐所需總?cè)剂纤椭寥剂险{(diào)節(jié)器,作為燃料調(diào)節(jié)器的設(shè)定值,燃料調(diào)節(jié)器的輸出控制燃煤量 - -路作為鍋爐所需的總風量送至風量調(diào)節(jié)器,作為風量調(diào)節(jié)器的設(shè)定值,通過風量調(diào)節(jié)器的輸出分別調(diào)節(jié)- - 二次風量.通過這些調(diào)節(jié),使鍋爐負荷與汽機負荷相匹配.在是設(shè)置回路時,應(yīng)考慮對床溫的影響,設(shè)置不調(diào)溫死區(qū)同時,主汽流量信號以前饋形式加入控制系統(tǒng)。
SCR脫硝反應(yīng)器按照相對于除塵器的安裝位置,可分為高含塵和低含塵兩類。但由于低含塵需要安裝蒸汽加熱器和煙氣換熱器(GGH),系統(tǒng)復(fù)雜,投資大,故一般選擇高含塵工藝。SCR裝置主要由脫硝反應(yīng)劑制備系統(tǒng)和反應(yīng)器本體組成。通過向反應(yīng)器內(nèi)噴入脫硝反應(yīng)劑NH3,將NOx還原為氮氣和水蒸氣。制氨一般有尿素、液氨、氨水等3種方法。目前主要采用尿素和液氨兩種制氨方法。脫硝催化劑其材料一般以TiO2為載體,并摻入V2O5和WO3等活性成分。催化劑的活性溫度范圍從300℃~420℃[3]不等。催化劑有蜂窩式和板式兩種。
鍋爐廠家SZL35-2.45-AⅡ生物質(zhì)蒸汽鍋爐,【北京】海淀區(qū)政府低氮燃氣(油)鍋爐改造資金補貼辦法、政策出臺:若您想要了解更多關(guān)于北京海淀區(qū)低氮鍋爐資金補貼可以給多少的問題,歡迎直接在線咨詢我們,對接熱線:1350615-1202,北京區(qū)項目經(jīng)理!
沿氣作為一種可再生能源,在一定程度上能夠緩解我國能源緊缺和環(huán)境污染嚴重的問題。中正鍋爐作為堅持綠色發(fā)展的工業(yè)鍋爐制造商,一直致力于環(huán)保型鍋爐產(chǎn)品的研發(fā)和推廣,根據(jù)用戶實際生產(chǎn)需求,為用戶定制合適的沼氣鍋爐系統(tǒng),實現(xiàn)節(jié)能減排的目標,鍋爐廠家SZL35-2.45-AⅡ生物質(zhì)蒸汽鍋爐。
數(shù)十年來,中正鍋爐始終引導(dǎo)工業(yè)鍋爐制造品質(zhì),并持續(xù)沉淀,創(chuàng)立下料數(shù)字化,焊接自動化,裝配模具化的工藝標準,各主要部件已實現(xiàn)專業(yè)化、 規(guī)模化生產(chǎn),絕大多數(shù)產(chǎn)品可以滿足客戶短時間交貨的需要。 專業(yè)的制造水平滿足客戶“質(zhì)量、品質(zhì)、性能”的追求,讓每一臺中正制造都成為凝結(jié)匠心的上乘之作。引進國外的先進數(shù)控切割設(shè)備,保證后期焊接和裝備質(zhì)量, 目前公司板材的下料數(shù)控率達到了80%以上, 并進行了大規(guī)模焊接和裝配的工藝革命,采用機械自動焊接,實現(xiàn)裝配模具化,逐步減少劃線裝配的傳統(tǒng)加工手段,消滅了劃線差錯, 同時公司引用先進的計量檢測設(shè)備也為制造出優(yōu)質(zhì)的產(chǎn)品提供了有力的保障。