江蘇鍋爐廠家ZZ-50/3.82-AⅠ生物質(zhì)工業(yè)鍋爐排名
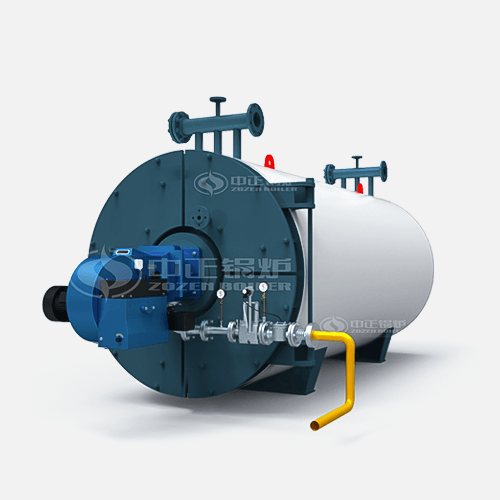
中正鍋爐YYW-1400Y(重油)導熱油鍋爐。中正的導熱油鍋爐特點十分顯著,具有完備的運行控制和安全監(jiān)測裝置,可以精密地控制工作溫度。由于化工企業(yè)使用鍋爐的特殊性,用戶對鍋爐的安全系數(shù)、控制方式提出要求,中正鍋爐的技術(shù)人員根據(jù)客戶的需求,為他們量身打造了符合工業(yè)生產(chǎn)需求的技術(shù)方案,最大程度上保證了操作的簡便及鍋爐的安全性。
在明確客戶的需求后,中正鍋爐為其推薦了WNS系列燃氣蒸汽鍋爐,并為其量身定制了全套的鍋爐系統(tǒng)設(shè)計方案,以達到更好的節(jié)能減排效果。WNS系列燃氣蒸汽鍋爐是中正環(huán)保型鍋爐的明星產(chǎn)品,其大直徑波紋爐膽的設(shè)計,不僅確保了充足的受熱面和蒸汽儲藏空間,也保證了燃料的充分燃燒,配合國際先進的低氮燃燒機,輕松實現(xiàn)NOx的超低排放,并順利通過了桂林市環(huán)保局的驗收。同時,此系列鍋爐自動化程度高,只需輕松設(shè)定,鍋爐即能按要求實現(xiàn)啟停、負荷調(diào)節(jié)、自動給水等全自動運作,降低了鍋爐運營中的人力成本,鍋爐廠家ZZ-50/3.82-AⅠ生物質(zhì)工業(yè)鍋爐。
如何有效降低燃油燃氣鍋爐的噪音:風機加裝隔聲罩(1)隔聲罩外壁可用鋼板制作,也可用磚砌,罩內(nèi)必須采用吸聲材料襯面(如玻璃棉吸聲層),以降低罩內(nèi)混響聲。(2)罩底與地基接觸處應(yīng)加彈性墊,防止固體聲傳播,隔聲罩應(yīng)盡量減少漏聲縫隙。(3)隔聲罩的安裝、拆卸應(yīng)方便簡單,使用隔聲罩不應(yīng)影響對機器的維護、監(jiān)察和檢修。

鍋爐廠家ZZ-50/3.82-AⅠ生物質(zhì)工業(yè)鍋爐,系統(tǒng)結(jié)構(gòu)簡單,通信網(wǎng)絡(luò)采用冗余化的開放式結(jié)構(gòu),系統(tǒng)擴展靈活,可靠性高所有卡件采用信號智能化調(diào)理技術(shù),通過軟件組態(tài)就可實現(xiàn)不同類型的信號調(diào)理,并且具有自動校正功能,無須人工調(diào)校。其主要特點如下:系統(tǒng)為開放式系統(tǒng),其通信符合OSI參考模型,可以方便地與其它具有開放結(jié)構(gòu)的DCS通信,并能與上位機通信,可以實現(xiàn)對工廠一級的生產(chǎn)計劃管理和裝置一級的最優(yōu)控制,以滿足過程控制的各種需要。
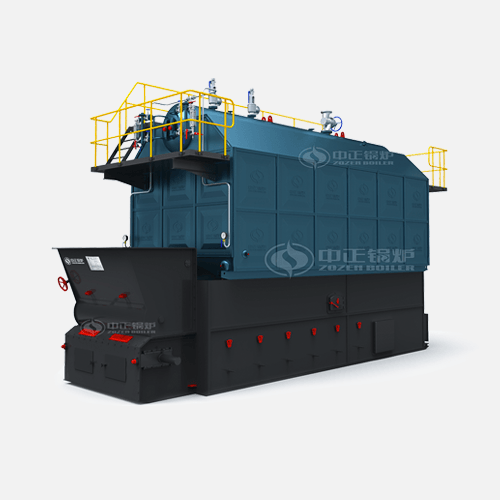
循環(huán)流化床鍋爐為使點火成功,需要注意:底料的配置:底料的粒度及引燃物的比例、靜止料層高度是幾個重要的指標。一般而言,底料顆粒要求在8毫米以下,如有條件達到6毫米以下則更好,底料中大小顆粒的分配要適當,既要有小顆粒(<1mm)作為初期的點火源,又要有大顆粒作為后期維持床溫之用。但大顆粒(>5mm)的比例超過10%時不利于點火,容易出現(xiàn)床內(nèi)結(jié)焦。引燃物(如煙煤)的比例一般在10%左右,配好的冷料發(fā)熱量一般在300-5000kJ/kg左右,過多時易結(jié)焦,過少則不易點燃,易熄火。點火時,底料高度一般要求在500~600mm,比鼓泡床的點火料層要高- -些。 太厚則加熱不均,加熱時間延長太薄則布風不均,易引起結(jié)焦。此外,底料干燥較利于點火。
鍋爐廠家ZZ-50/3.82-AⅠ生物質(zhì)工業(yè)鍋爐,【海南】燃煤鍋爐清潔能源替代改造補助標準:海南省工業(yè)和信息化廳、省財政廳近日聯(lián)合下發(fā)通知,要求做好組織申報2018年省節(jié)能與循環(huán)經(jīng)濟專項資金備選項目(第二批)工作,重點支持燃煤鍋爐清潔能源替代改造。該專項資金重點支持燃煤鍋爐清潔能源替代改造項目,包括燃煤鍋爐改為天然氣、電、生物質(zhì)成型燃料等清潔能源鍋爐,生物質(zhì)成型燃料鍋爐須配置布袋除塵等高效除塵設(shè)施。替代改造的原燃煤鍋爐必須在質(zhì)監(jiān)部門登記注冊,且替代改造后達標排放。
中正鍋爐30余年時時掌握市場動向,分析用戶需求,以“優(yōu)質(zhì)的鍋爐本體+環(huán)保的鍋爐系統(tǒng)+完善的售后服務(wù)”的模式率先走在“環(huán)保效果強化”之路上,以自己獨特的方式,展現(xiàn)鍋爐環(huán)保的美。
近年來,中正鍋爐進行大規(guī)模的焊接工藝革命,淘汰了效率低下,穩(wěn)定性差的傳統(tǒng)手工焊作業(yè),采用高效率,穩(wěn)定性好的機械焊、自動焊進行生產(chǎn)。充實更新了大量的進口自動焊接設(shè)備,實現(xiàn)從鍋筒、膜式壁、蛇形管到鋼架等所有主要部件焊接的自動化。同時在焊接過程中,大量使用了焊接變位器,使焊接位置始終處于理想的平焊位置,并通過嚴格控制焊前清理和坡口尺寸,使焊縫質(zhì)量具有了可靠的保障。